EFTінноваційна технологія обробки фітингів з нержавіючої сталі 316Ti перевершує очікування провідних німецьких виробників з’єднувачів.Everfit Technology CO., LTD.
Виготовлені на замовлення компоненти з нержавіючої сталі 316Ti неможливо зустріти
Everfit Technology CO., LTD.– експерт з монтажу труб з нержавіючої сталі
EFTінноваційна технологія обробки фітингів з нержавіючої сталі 316Ti перевищує очікування провідних німецьких виробників з’єднувачів для рідини

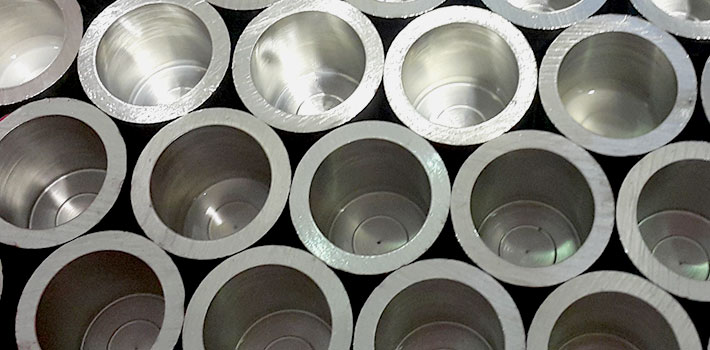
Наконечники 316Ti (ASTM, DIN 1.4571) для важких промислових застосувань.
Everfit Technology CO., LTD.(EFT) є виробником фітингів для труб з нержавіючої сталі, який понад десять років постачає гідравлічні шлангові муфти та компресійні фітинги з нержавіючої сталі 316L провідному німецькому виробнику з’єднувачів рідини з нержавіючої сталі. Два роки тому клієнт запросив наконечники 316Ti (ASTM, DIN 1.4571) для важких промислових застосувань. Щоб вкластися в терміни, були потрібні гнучкість і інновації.
Це була установка тиску палива в автозапчастинах. наEFT, під час процесу обробки обладнання невпинно перевірялося методом проб і помилок, включаючи автоматичні круглопильні верстати, горизонтально-розточувальні верстати з ЧПУ та токарні верстати з ЧПУ. Крім того, 316Ti постачальників експериментували під час обробки, щоб з’ясувати, який матеріал має найкращі характеристики. Усі вжиті дії були спрямовані на зниження втомної міцності 316Ti.
Наприклад, було придбано автоматичний круглопильний верстат і розточувальний верстат 316Ti, токарний верстат з ЧПК, розроблений з додатковими функціями, фрезою та шаблоном для процесу обробки, а також постачальника матеріалів 316Ti. Загалом техніка обробки 316Ti регулярно модифікувалася залежно від результату. Зрештою, кількість сталевого брухту зменшилася за рахунок точності обробки, підвищилася продуктивність, наконечники були ідеально доставлені клієнту, іEFTдовела свою висококваліфіковану інженерну технологію, щоб відповідати стандартам кожного клієнта.
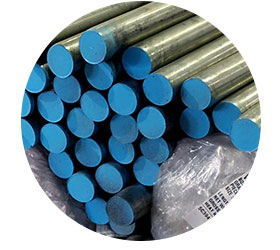
Матеріал 316Ti з-за кордону
Матеріал 316Ti з Італії для виготовлення наконечників
EFTпридбав матеріал у постачальників з Італії, Франції та Кореї для покращення продуктивності обробки титану.
Через відмінні властивості титану це ще більше ускладнило процес обробки. На 316Ti може сильно впливати навіть невелика різниця між елементами, хоча всі вони називаються нержавіючої сталлю 316Ti. Без шкоди для якості підгонки клієнта,EFTнаполягав на використанні титанового сплаву, який працює найкраще, незалежно від точіння, розточування, фрезерування, свердління, розгортання, нарізування різьбами, протягування, формування, гоління, шліфування тощо.


Автоматичний круглопильний верстат з ЧПУ для точності різання.
Автоматичний круглопильний верстат з ЧПУ для роботи з жорсткими титановими прутками
Для титанових прутків сила та швидкість ріжучої машини визначають точність різання. Коли він ріже не ідеально, це впливає на наступні процедури - свердління та токарне оброблення. томуEFTпридбала чотири нові автоматичні круглопильні верстати з ЧПК для підвищення надійності різання титанового прутка.
Відтоді кожен відрізний стрижень має однакову довжину, ідеальну площину, і, що більш важливо, продуктивність обробки решти 316Ti покращилася.
Розточувальний верстат з ЧПУ забезпечує високопродуктивний процес токарної обробки
За відсутності високоефективного бортового верстата неправильний розмір розточення призводить до збільшення навантаження на обробку. наEFT, кожен з’єднувач з нержавіючої сталі 316Ti має калібр для підвищення ефективності свердління. Крім того, за допомогою якісного розточування вертикально-розточувального верстата з ЧПК кожна деталь свердлиться з правильним розміром, прямолінійністю та концентричністю.
Токарний верстат з ЧПУ забезпечує високу продуктивність процесу токарної обробки
Формування наконечників із 316Ti, різання, шліфування, накатка та свердління з високою точністю були непростими; було багато зношених ножів, титановий сталевий брухт зібраний у скупчення та загальмована швидкість обробки. Усі ці фактори призвели до того, що комплект 316Ti мав недоліки, і щоб виправити це, команда інженерів запропонувала деякі рішення. Завдяки збільшенню розміру насоса та збільшенню кількості ріжучої рідини з 15% до 70% було запобігти виділенню тепла фрезою. А завдяки високій швидкості роботи сталевий брухт видалявся швидко, що дозволяло виготовляти обрешітку з меншого отвору і, отже, було більш ефективним. Після досліджень фрези були виготовлені на замовлення для роботи з міцною поверхнею титану.
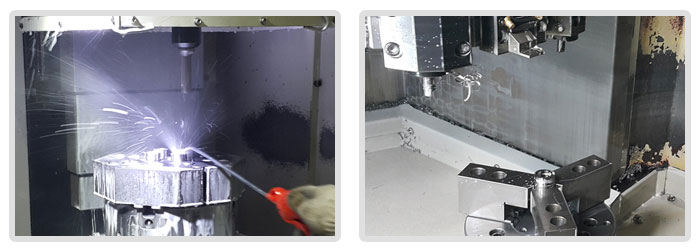
Складний процес обробки наконечника 316Ti долають талановитіEFTінженерна команда.
Everfit Technology CO., LTD.(EFT) – неможливе виконання ваших компонентів із нержавіючої сталі 316Ti
Незважаючи на складність, муфти гідравлічних шлангів і компресійні фітинги були доставлені вчасно, а якість була бездоганною. А завдяки високій продуктивності складних механічних робіт,EFTвдалося розширити свої 316 послуг з титанових деталей у Німеччині разом із Францією, Ізраїлем та Японією.EFTТехнології та ноу-хау, а також широкий спектр послуг у різних галузях промисловості дозволяють їм постійно охоплювати клієнтів світового рівня.
Everfit Technology CO., LTD.– експерт з монтажу труб з нержавіючої сталі
Базується на Тайвані з 1976 року та спеціалізується на виробництві концентричних і ексцентричних редукторів, ASME BPE, трубних трійників, фітингів BPE, насосів ПК, вакуумних компонентів, приводів клапанів і клапанів, а також відповідає DIN / EN / SAE / BS і стандартам з нержавіючої сталі 304. AISI 316 і 316Ti.EFTвідомий тим, що досягає неможливого; їхня команда інженерів із високим запалом відіграє важливу роль у цілому.
EFTРішення для обробки концентричних і ексцентричних редукторів для німецького фармацевтичного клієнта
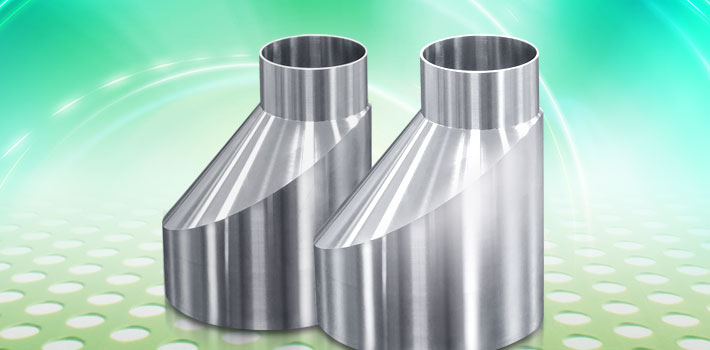
Замість використання токарного верстата для виконання процесу обробки концентричних і ексцентричних редукторів, які виготовлені з нержавіючої сталі 316L, вагою понад 30 кг і розміром 6 дюймів,EFTперейшов на фрезерний верстат з ЧПК із інтегрованими рішеннями, щоб задовольнити запити німецьких фармацевтичних клієнтів, а також відповідати стандартам ASME BPE.

Ексцентричний редуктор із нержавіючої сталі 316L, вагою 30 кг і розміром 6 дюймів відповідає стандартам ASME BPE .
На відміну від попереднього, концентричні та ексцентричні редуктори можна обробляти трубами з нержавіючої сталі за допомогою технологій формування та обрізки. На основі ASME BPE -2012 сталевий пруток стає обов’язковим для виготовлення трубної арматури. Пруток з нержавіючої сталі вимагає різних рішень для обробки, оскільки токарний верстат просто не може досягти поставлених цілей. Особливістю продукту клієнта є те, що 6in. Товщина ексцентрикового редуктора 316L нерівномірна, сталь жорстка для обробки, час обробки тривалий через низьку швидкість і постійну швидкість подачі, а створювана відцентрова сила також робить результат ненадійним.
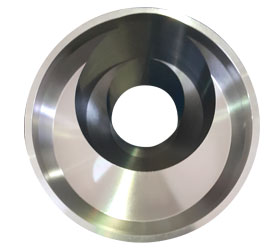
Ексцентричний редуктор виготовляється групою еліт за інноваційними технологіями.
на початку,EFTрозроблено та створено датчик для підтримки процесу обробки фітингів редуктора на токарному верстаті. Однак ріжучі ножі зношувалися, а машини ламалися днями. Щоб закінчити один, знадобилося п’ять днів, не кажучи вже про 100!EFTнеобхідні для підвищення продуктивності.
Як наслідок, щоб полегшити швидкість виробництва концентричних і ексцентричних редукторів разом із високою точністю,EFTКоманда інженерів вирішила використовувати 100% автоматичний фрезерний верстат з ЧПК, укомплектований спеціально розробленим фрезою для обробки концентричних і ексцентричних редукторів. Оскільки весь ексцентричний редуктор розташований на платформі машини, проблема відцентрової сили усувається, швидкість обробки є вищою, а точність продукту становить 100%. Процес обробки великорозмірного ексцентрикового редуктора більше не є проблемою, і вони здатні виробляти розміри 1/2", 2/3", 1", 1,5", 3", 4", 6" і більше.EFTПромисловий стандартний концентричний і ексцентричний редуктор дозволив їм продавати в напівпровідниковій, фармацевтичній промисловості, а також у харчовій промисловості та виробництві напоїв із солідною репутацією.

Щоб виготовляти фітинги з нержавіючої сталі зі 100% точністю, калібр і конструкція форми мають вирішальне значення. наEFT, вони постійно пропонують рішення, які відповідають стандартам клієнтів.
Стаття РОЗДІЛИ
- Частина насоса з прогресуючою порожниною (PC) від Everfit Technology відповідає стандартам світового рівня Японії зі 100% точністю
- Виробництво робототехніки Everfit Technology перевершує очікування клієнтів світового рівня
- EFTінноваційна технологія обробки фітингів з нержавіючої сталі 316Ti перевершує очікування провідних німецьких виробників з’єднувачів.Everfit Technology CO., LTD.
- Економія, сучасний трійник для труб, виготовлений компанією Everfit Technology, виграє замовлення ізраїльського клієнта
- Високоякісні вакуумні компоненти Everfit Technology продаються напівпровідниковій промисловості в Японії
- Тайваньський дизайн компонентів абсолютного вакууму завоював довіру японців
- Постачання клапанів для відбору фармацевтичних проб
- Німеччина, Японія, Англія імпортували компоненти приводу клапана
- ISO, EN11435, DNV, TSSA CRN, мембранний клапан, сертифікований BPE
- Поставка вакуумних компонентів і фітингів
- Ковані винні клапани з нержавіючої сталі
- Багатопортові клапани з нержавіючої сталі з Тайваню
- Універсальний постачальник послуг кування клапанів -EFT
- EVERFIT TECHNOLOGY CO., LTD.(EFT)
- Щоб отримати рішення для технологічного обладнання, зверніться до постачальника вакуумних компонентів і клапанів
- Надішліть запит тайванському постачальнику вакуумних компонентів
- EVERFIT TECHNOLOGY CO., LTD. (EFT) Privacy Policy
КАТЕГОРІЯ ПРОДУКТУ


















ВІДПРАВИТИ ЗАПИТ
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!

Пошук продуктів, пов'язаних з