EFTінавацыйная тэхналогія апрацоўкі фітынгаў з нержавеючай сталі 316Ti пераўзыходзіць чаканні вядучага нямецкага вытворцы раздыма для вадкасці.Everfit Technology CO., LTD.
Выкананыя на заказ кампаненты з нержавеючай сталі 316Ti выканаць немагчыма
Everfit Technology CO., LTD.– спецыяліст па мантынгу труб з нержавеючай сталі
EFTінавацыйная тэхналогія апрацоўкі фітынгаў з нержавеючай сталі 316Ti пераўзыходзіць чаканні вядучага нямецкага вытворцы раздыма для вадкасці

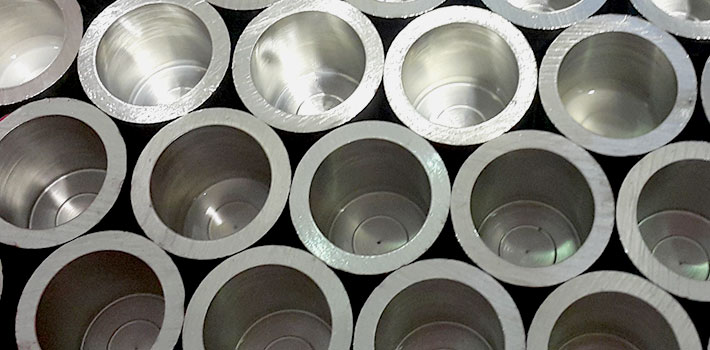
Наканечнікі 316Ti (ASTM, DIN 1.4571) для цяжкіх прамысловых прымянення.
Everfit Technology CO., LTD.(EFT) з'яўляецца вытворцам фітынгаў для труб з нержавеючай сталі, які больш за дзесяць гадоў пастаўляе гідраўлічныя шлангавыя муфты з нержавеючай сталі 316L і кампрэсійныя фітынгі вядучаму нямецкаму вытворцу злучальнікаў для вадкасці з нержавеючай сталі. Два гады таму кліент запытаў наканечнікі 316Ti (ASTM, DIN 1.4571) для цяжкіх прамысловых прымянення. Каб укласціся ў тэрмін, спатрэбіліся гнуткасць і наватарства.
Гэта была ўстаноўка ціску паліва ў аўтазапчастках. УEFT, у працэсе апрацоўкі абсталяванне няспынна выпрабоўвалася метадам спроб і памылак, у тым ліку аўтаматычныя цыркулярныя пілы, гарызантальна-расточные станкі з ЧПУ і такарныя станкі з ЧПУ. Акрамя таго, 316Ti пастаўшчыкоў быў выпрабаваны ў працэсе апрацоўкі, каб высветліць, які матэрыял мае найлепшыя характарыстыкі. Усе прадпрынятыя дзеянні былі накіраваны на зніжэнне трываласці на стомленасць 316Ti.
Напрыклад, былі набыты аўтаматычны цыркулярна-пілавы станок і свідравальны станок 316Ti, такарны станок з ЧПУ з дадатковымі функцыямі, распрацоўка фрэзы і калібра для працэсу апрацоўкі, а таксама пошук пастаўшчыка матэрыялу 316Ti. У цэлым тэхніка апрацоўкі 316Ti рэгулярна мадыфікавалася ў залежнасці ад вынікаў. У канчатковым выніку колькасць сталёвага лому скарацілася за кошт дакладнасці апрацоўкі, павысілася прадукцыйнасць, наканечнікі былі ідэальна дастаўлены кліенту, іEFTдаказала сваю высокакваліфікаваную інжынерную тэхналогію, каб адпавядаць стандартам кожнага кліента.
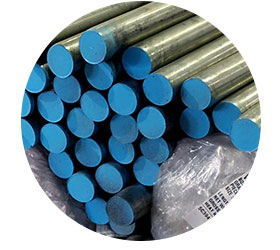
316Ti матэрыял з-за мяжы
Матэрыял 316Ti з Італіі для вытворчасці наканечнікаў
EFTнабыў матэрыял у пастаўшчыкоў з Італіі, Францыі і Карэі для паляпшэння прадукцыйнасці апрацоўкі тытана.
З-за асаблівых уласцівасцей тытана гэта яшчэ больш ускладніла працэс апрацоўкі. На 316Ti можа моцна паўплываць нават нязначная розніца паміж элементамі, хаця ўсе яны называюцца нержавеючай сталью 316Ti. Без шкоды для якасці мантажу кліента,EFTнастойваў на выкарыстанні тытанавага сплаву, які працуе найлепшым чынам, незалежна ад такарнай апрацоўкі, расточвання, фрэзеравання, свідравання, разгортвання, наразання метчыкаў, працяжкі, фармоўкі, галення, шліфоўкі і г.д.


Аўтаматычная круглапіла з ЧПУ для дакладнасці рэзкі.
Аўтаматычная цыркулярная піла з ЧПУ для працы з цвёрдымі тытанавымі пруткамі
Для тытанавых пруткоў сіла і хуткасць рэжучай машыны вызначаюць дакладнасць рэзкі. Калі ён рэжа неідэальна, гэта ўплывае на наступныя працэдуры - свідраванне і лачанне. таму,EFTКампанія набыла чатыры новыя аўтаматычныя круглапільныя станкі з ЧПУ для павышэння надзейнасці рэзкі тытанавых пруткоў.
З тых часоў кожны адрэзаны брусок мае аднолькавую даўжыню, ідэальную плоскасць, і, што больш важна, прадукцыйнасць апрацоўкі астатняй часткі 316Ti палепшана.
Свідравальны станок з ЧПУ забяспечвае высокапрадукцыйны працэс такарнай апрацоўкі
Пры адсутнасці высокаэфектыўнага станка з расточкамі няправільны памер расточвання прыводзіць да большай нагрузкі на апрацоўку. УEFT, кожны раз'ём з нержавеючай сталі 316Ti мае датчык для павышэння эфектыўнасці свідравання. Акрамя таго, дзякуючы якаснаму расточванню вертыкальнай свідравальнай машыны з ЧПУ кожная частка свідруецца з правільным памерам, прамалінейнасцю і канцэнтрычнасцю.
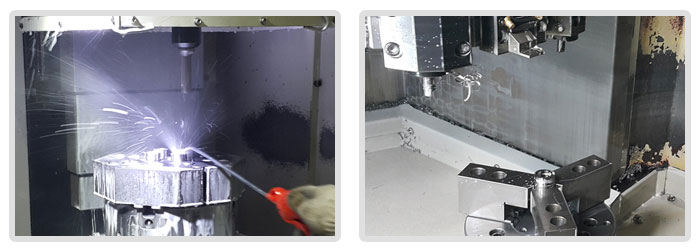
Такарны станок з ЧПУ забяспечвае высокую прадукцыйнасць такарнага працэсу
Каб сфармаваць наканечнікі з 316Ti, рэзка, шліфоўка, накатка і свідраванне з высокай дакладнасцю былі нялёгкімі; там было шмат зношаных нажоў, тытанавага сталёвага лому ў групе і цягнула хуткасць апрацоўкі. Усе гэтыя фактары прывялі да недахопаў 316Ti, і каб зрабіць гэта правільна, каманда інжынераў прыдумала некаторыя рашэнні. Дзякуючы павелічэнню памеру помпы і павелічэнню колькасці рэзультатыўнай вадкасці з 15% да 70% было прадухілена вылучэнне цяпла фрэзы. А з-за высокай хуткасці працы сталёвы лом выдаляўся хутка, што дазволіла зрабіць лачанне з меншага адтуліны і, такім чынам, было больш эфектыўным. Пасля даследаванняў фрэзы былі зроблены спецыяльна для апрацоўкі цвёрдай паверхні тытана.
Складаны працэс апрацоўкі наканечніка 316Ti пераадолены таленавітыміEFTінжынерная група.
Everfit Technology CO., LTD.(EFT) – вырабленыя на заказ кампаненты з нержавеючай сталі 316Ti выканаць немагчыма
Нягледзячы на складанасць, муфты для гідраўлічных шлангаў і кампрэсійныя фітынгі былі дастаўлены своечасова, а якасць была бездакорнай. А з-за высокай прадукцыйнасці складаных механічных работ,EFTзмаглі пашырыць свае 316 паслуг па вытворчасці тытанавых дэталяў у Германіі, а таксама ў Францыі, Ізраілі і Японіі.EFTТэхналогія і ноў-хаў, а таксама шырокі спектр паслуг у розных галінах прамысловасці дазваляюць ім пастаянна карыстацца кліентамі сусветнага ўзроўню.
Everfit Technology CO., LTD.– спецыяліст па мантынгу труб з нержавеючай сталі
Заснаваная на Тайвані з 1976 года і спецыялізуецца на вытворчасці канцэнтрычных і эксцэнтрычных рэдуктараў, ASME BPE, трайнікаў для труб, фітынгаў BPE, помпаў для ПК, вакуумных кампанентаў, прывадаў клапанаў і клапанаў, а таксама з нержавеючай сталі 304, якая адпавядае стандартам DIN / EN / SAE / BS і стандартам. AISI 316 і 316Ti.EFTдобра вядомы тым, што дасягае немагчымага; іх захопленая каманда інжынераў гуляе важную ролю ў цэлым.
EFTрашэнні для апрацоўкі канцэнтрычных і эксцэнтрычных рэдуктараў для нямецкага фармацэўтычнага кліента
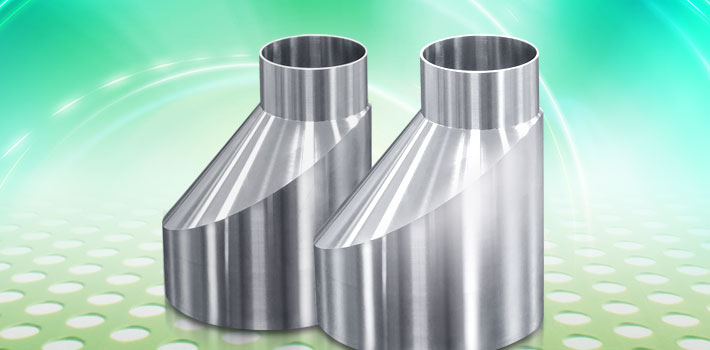
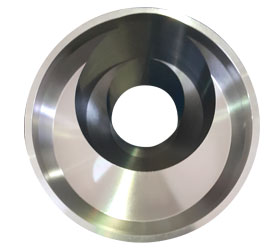
Замест выкарыстання такарнага станка для апрацоўкі канцэнтрычных і эксцэнтрычных рэдуктараў, якія складаюцца з нержавеючай сталі 316L, вагой больш за 30 кг і памерам 6 цаляў,EFTперайшоў на фрэзерны станок з ЧПУ з інтэграванымі рашэннямі для задавальнення запытаў нямецкага фармацэўтычнага кліента, а таксама адпаведнасці стандартам ASME BPE.

Эксцэнтрычны рэдуктар з нержавеючай сталі 316L, 30 кг і памерам 6 цаляў створаны ў адпаведнасці са стандартамі ASME BPE .
У адрозненне ад раней, канцэнтрычны і эксцэнтрычны рэдуктар можа апрацоўвацца з трубамі з нержавеючай сталі з выкарыстаннем тэхналогій фармоўкі і абрэзкі. На аснове ASME BPE -2012 сталёвы пруток становіцца абавязковым для вырабу трубаправоднай арматуры. Пруток з нержавеючай сталі патрабуе розных рашэнняў для апрацоўкі, так як такарны станок проста не можа дасягнуць пастаўленых мэтаў. Асаблівасцю прадукту кліента з'яўляецца тое, што 6 цаляў. Таўшчыня эксцэнтрычнага рэдуктара 316L нераўнамерная, сталь цяжкая для апрацоўкі, час апрацоўкі доўгі з-за нізкай хуткасці і пастаяннай хуткасці падачы, а ствараемая цэнтрабежная сіла таксама робіць вынік ненадзейным.
Эксцэнтрычны рэдуктар вырабляецца групай элітаў з інавацыйнымі тэхналогіямі.
У пачатку,EFTраспрацаваў і пабудаваў датчык для падтрымкі працэсу апрацоўкі фітынга рэдуктара з такарнага станка. Аднак нажы для рэзкі зношваліся, а станкі ламаліся цэлымі днямі. Спатрэбілася пяць дзён, каб скончыць адзін, не кажучы ўжо пра 100 з іх!EFTнеабходна для павышэння прадукцыйнасці.
У выніку, каб палегчыць хуткасць вытворчасці канцэнтрычных і эксцэнтрычных рэдуктараў разам з высокай дакладнасцю,EFTкаманда інжынераў вырашыла выкарыстаць 100% аўтаматычны фрэзерны станок з ЧПУ, аб'яднаны са спецыяльна распрацаваным фрэзам для апрацоўкі канцэнтрычным і эксцэнтрычным рэдуктарам. Калі ўвесь эксцэнтрычны рэдуктар знаходзіцца на платформе машыны, праблема цэнтрабежнай сілы ўстараняецца, хуткасць апрацоўкі вышэй, а дакладнасць прадукту складае 100%. Працэс апрацоўкі вялікага памеру эксцэнтрыкавага рэдуктара больш не з'яўляецца праблемай, і яны здольныя вырабляць памеры 1/2", 2/3", 1", 1,5", 3", 4", 6" і больш.EFTПрамысловы стандартны канцэнтрычны і эксцэнтрычны рэдуктар дазволіў ім прадаваць у паўправадніковай, фармацэўтычнай і харчовай прамысловасці і вытворчасці напояў з добрай рэпутацыяй.

Каб вырабляць фітынгі з нержавеючай сталі са 100% дакладнасцю, калібр і канструкцыя формы маюць вырашальнае значэнне. УEFT, яны пастаянна пастаўляюць рашэнні, якія адпавядаюць стандартам кліентаў.
Артыкул РАЗДЗЕЛ
- Частка помпы з прагрэсавальнай паражніной (ПК) ад Everfit Technology адпавядае стандартам сусветнага ўзроўню Японіі са 100% дакладнасцю
- Вытворчасць мантажных робатаў Everfit Technology пераўзыходзіць чаканні кліентаў сусветнага ўзроўню
- EFTінавацыйная тэхналогія апрацоўкі фітынгаў з нержавеючай сталі 316Ti пераўзыходзіць чаканні вядучага нямецкага вытворцы раздыма для вадкасці.Everfit Technology CO., LTD.
- Эканомны, сучасны трайнік для труб, выраблены Everfit Technology, выйграе заказ ізраільскага кліента
- Высокакласны вакуумны кампанент Everfit Technology прадаецца паўправадніковай прамысловасці ў Японіі
- Дызайн кампанентаў абсалютнага вакууму на Тайвані заваяваў давер японцаў
- Пастаўка фармацэўтычных клапанаў для адбору пробаў
- Германія, Японія, Англія імпартавалі кампаненты прывада клапана
- Мембранны клапан, сертыфікаваны ISO, EN11435, DNV, TSSA CRN, BPE
- Пастаўка вакуумных кампанентаў і фітынгаў
- Каваныя вінныя клапаны з нержавеючай сталі
- Шматпортавыя клапаны з нержавеючай сталі з Тайваня
- Універсальны пастаўшчык паслуг кавання клапанаў -EFT
- EVERFIT TECHNOLOGY CO., LTD.(EFT)
- Каб атрымаць рашэнні для апрацоўчага абсталявання, звярніцеся да пастаўшчыка вакуумных кампанентаў і клапанаў
- Адпраўце запыт тайваньскаму пастаўшчыку вакуумных кампанентаў
- EVERFIT TECHNOLOGY CO., LTD. (EFT) Privacy Policy
катэгорыя ТАВАРАЎ


















АДПРАВІЦЬ Запыт
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!

Пошук прадуктаў, звязаных з