EFTDie innovative Bearbeitungstechnologie für Rohrverbindungen aus Edelstahl 316Ti übertrifft die Erwartungen des führenden deutschen Herstellers von Flüssigkeitsverbindungen.Everfit Technology CO., LTD.
Maßgeschneiderte 316Ti Edelstahlkomponenten erfüllen unmögliche
Everfit Technology CO., LTD.– Experte für Edelstahlrohrverbindungen
EFTInnovative Bearbeitungstechnologie für Rohrverbindungen aus Edelstahl 316Ti übertrifft die Erwartungen des führenden deutschen Herstellers von Fluidverbindungen

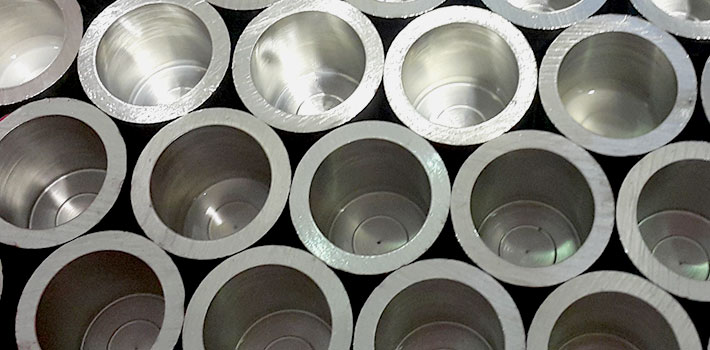
316Ti (ASTM, DIN 1.4571)-Aderendhülsen für anspruchsvolle industrielle Anwendungen.
Everfit Technology CO., LTD.(EFT) ist ein Hersteller von Edelstahlrohrverbindungen, der seit über zehn Jahren Hydraulikschlauchkupplungen und Kompressionsverschraubungen aus Edelstahl 316L an einen führenden deutschen Hersteller von Edelstahl-Fluidverbindungen liefert. Vor zwei Jahren forderte der Kunde 316Ti (ASTM, DIN 1.4571)-Ferrulen für Schwerlastindustrieanwendungen an. Um die Frist einzuhalten, waren Flexibilität und Innovation erforderlich.
Es war ein Kraftstoffdruckverbinder in den Autoteilen.EFTWährend des Bearbeitungsprozesses wurden Geräte, darunter automatische Kreissägemaschinen, CNC-Horizontalbohrmaschinen und CNC-Drehmaschinen, durch Versuch und Irrtum unermüdlich getestet. Außerdem wurde während der Bearbeitungsvorgänge mit 316Ti von Lieferanten experimentiert, um herauszufinden, welches Material die beste Leistung bietet. Alle ergriffenen Maßnahmen zielten darauf ab, die Dauerfestigkeit von 316Ti zu verringern.
So wurden beispielsweise eine automatische Kreissägemaschine und eine 316Ti-Bohrmaschine gekauft, eine CNC-Drehmaschine mit Zusatzfunktionen entwickelt, Fräser und Messlehren für einen Bearbeitungsprozess entworfen und ein 316Ti-Materiallieferant gesucht. Generell wurde die 316Ti-Bearbeitungstechnik je nach Ergebnis regelmäßig angepasst. Am Ende konnte die Menge an Stahlschrott aufgrund der Verarbeitungsgenauigkeit reduziert, die Produktivität verbessert und die Ferrulen perfekt an den Kunden geliefert werden.EFThat seine hochqualifizierte Ingenieurtechnologie unter Beweis gestellt, um den Ansprüchen jedes Kunden gerecht zu werden.
316Ti-Material aus Übersee
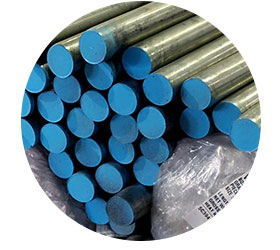
316Ti-Material aus Italien für die Ferrulenherstellung
EFTkaufte Material von Lieferanten in Italien, Frankreich und Korea, um die Leistung der Titanbearbeitung zu verbessern.
Aufgrund der besonderen Eigenschaften von Titan wurde der Bearbeitungsprozess dadurch noch komplizierter. 316Ti kann selbst durch eine geringfügige Abweichung zwischen den Elementen stark beeinflusst werden, obwohl alle als 316Ti-Edelstahl bezeichnet werden. Ohne die Passqualität des Kunden zu beeinträchtigen,EFTbestand darauf, die Titanlegierung zu verwenden, die die beste Leistung bringt, unabhängig vom Drehen, Bohren, Fräsen, Reiben, Gewindeschneiden, Räumen, Formen, Schaben, Schleifen usw.


CNC-gesteuerte automatische Kreissägemaschine für präzise Schnitte.
CNC-Kreissägemaschine zur Bearbeitung starrer Titanstangen
Bei Titanstangen bestimmen Kraft und Geschwindigkeit der Schneidemaschine die Schnittgenauigkeit. Wenn die Maschine nicht perfekt schneidet, werden die nachfolgenden Prozesse – Bohren und Drehen – beeinträchtigt. DaherEFTUm die Schnittsicherheit von Titanstangen zu erhöhen, hat 's vier neue CNC-Kreissägemaschinen gekauft.
Seitdem weist jeder geschnittene Stab die gleiche Länge und perfekte Ebenheit auf, und was noch wichtiger ist: Die Produktivität der übrigen 316Ti-Bearbeitung hat sich verbessert.
CNC-Bohrmaschine ermöglicht Hochleistungs-Drehprozess
Ohne hocheffiziente Bohrmaschine führt eine falsche Bohrgröße zu einem höheren Bearbeitungsaufwand.EFT, jeder 316Ti Edelstahlverbinder wird mit einer Lehre gebohrt, um die Bohrleistung zu verbessern. Außerdem wird jedes Stück mit der Qualitätsbohrarbeit der CNC-Vertikalbohrmaschine mit der richtigen Größe, Geradlinigkeit und Konzentrizität gebohrt.
CNC-Drehmaschine sorgt für hohe Leistung im Drehprozess
Das Formen von 316Ti-Ferrulen durch Schneiden, Schleifen, Rändeln und Bohren mit hoher Präzision war nicht einfach; es gab viele abgenutzte Messer, Titanstahlschrott häufte sich an und die Bearbeitungsgeschwindigkeit war langsam. All diese Faktoren hatten zu fehlerhaften 316Ti-Passungen geführt, und um das zu beheben, entwickelte das Ingenieurteam einige Lösungen. Durch Vergrößerung der Pumpengröße und Erhöhung der Schneidflüssigkeitsmenge von 15 % auf 70 % wurde die Wärmeentwicklung des Fräsers verhindert. Und durch den Hochgeschwindigkeitsbetrieb wurde Stahlschrott schnell entfernt, was das Drehen aus einem kleineren Loch ermöglichte und somit effektiver war. Der Fräser wurde nach Studien speziell für die harte Oberfläche von Titan hergestellt.
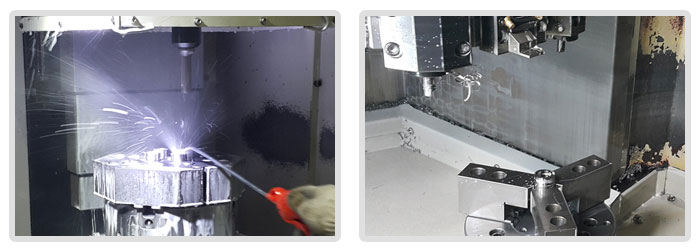
Der komplexe Bearbeitungsprozess der 316Ti-Ferrule wird von talentiertenEFTIngenieurteam.
Everfit Technology CO., LTD.(EFT) – maßgeschneiderte 316Ti Edelstahlkomponenten für unmögliche
Obwohl es eine Herausforderung war, wurden die Hydraulikschlauchkupplungen und Klemmverschraubungen pünktlich geliefert und die Qualität war einwandfrei. Und aufgrund der hohen Leistung komplexer Bearbeitungsarbeiten,EFTkonnte seinen Service für 316 Titanteile in Deutschland sowie in Frankreich, Israel und Japan ausweiten.EFTDie Technologie und das Know-how von sowie das breite Leistungsspektrum in verschiedenen Branchen ermöglichen es dem Unternehmen, kontinuierlich von erstklassigen Kunden erreicht zu werden.
Everfit Technology CO., LTD.– Experte für Edelstahlrohrverbindungen
Seit 1976 in Taiwan ansässig und auf die Herstellung von konzentrischen und exzentrischen Reduzierstücken, ASME BPE, Rohr-T-Stücken, BPE-Anschlüssen, PC-Pumpen, Vakuumkomponenten, Ventilantrieben und Ventilen spezialisiert und erfüllt DIN/EN/SAE/BS und Standards mit Edelstahl 304, AISI 316 und 316Ti.EFTist dafür bekannt, das Unmögliche möglich zu machen; ihr leidenschaftliches Ingenieurteam spielt dabei eine wichtige Rolle.
EFTLösungen zur Bearbeitung konzentrischer und exzentrischer Reduzierstücke für einen deutschen Pharmakunden
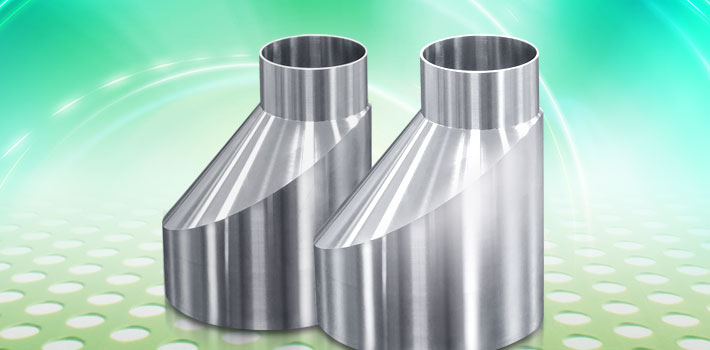
Anstatt eine Drehmaschine zu verwenden, um den Bearbeitungsprozess an konzentrischen und exzentrischen Reduzierstücken durchzuführen, die aus rostfreiem Stahl 316L bestehen, über 30 kg wiegen und 6 Zoll groß sind,EFTUm die Anforderungen des deutschen Pharmakunden zu erfüllen und auch die ASME BPE-Standards einzuhalten, wurde auf eine CNC-Fräsmaschine mit integrierten Lösungen umgestellt.

Der exzentrische Reduzierstecker aus Edelstahl 316L, 3,0 kg und der Größe 6 Zoll wird gemäß den ASME BPE- Standards gebaut .
Anders als bisher können konzentrische und exzentrische Reduzierstücke mit Edelstahlrohren und -schläuchen durch Anwendung von Form- und Trimmtechnologien bearbeitet werden. Basierend auf ASME BPE -2012 sind Stahlstangen für die Herstellung von Rohrverbindungen obligatorisch. Edelstahlstangen erfordern andere Bearbeitungslösungen, da Drehmaschinen die Ziele einfach nicht erreichen können. Besonders beim Produkt des Kunden ist, dass die Dicke eines 6-Zoll-316L-Exzenterreduzierstücks ungleichmäßig ist, der Stahl schwer zu verarbeiten ist, die Bearbeitungszeit aufgrund der niedrigen Geschwindigkeit und der konstanten Vorschubgeschwindigkeit lang ist und die erzeugte Zentrifugalkraft das Ergebnis ebenfalls unzuverlässig macht.
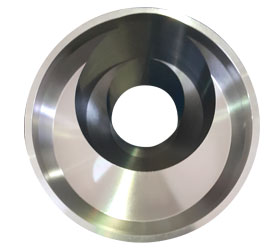
Exzentrische Reduzierstücke werden von einer Elitegruppe mit innovativer Technologie hergestellt.
Am Anfang,EFTentwarf und baute eine Messlehre, um den Bearbeitungsprozess von Reduzierstücken auf einer Drehmaschine zu unterstützen. Allerdings nutzten sich die Schneidmesser ab und die Maschinen fielen tagelang aus. Es dauerte fünf Tage, um nur eine einzige Maschine fertigzustellen, ganz zu schweigen von 100!EFTerforderlich, um die Produktivität zu steigern.
Um die Produktionsgeschwindigkeit von konzentrischen und exzentrischen Reduzierstücken bei gleichzeitig hoher Präzision zu erhöhen,EFTDas Ingenieurteam entschied sich für den Einsatz einer 100 % automatischen CNC-Fräsmaschine mit einem speziell entwickelten Fräser für die Bearbeitung der konzentrischen und exzentrischen Reduzierstücke. Da das gesamte exzentrische Reduzierstück auf der Maschinenplattform sitzt, wird das Problem der Zentrifugalkraft eliminiert, die Verarbeitungsgeschwindigkeit ist höher und die Produktgenauigkeit beträgt 100 %. Der Bearbeitungsprozess der großen exzentrischen Reduzierstücke ist kein Problem mehr und sie sind in der Lage, Größen von 1/2", 2/3", 1", 1,5", 3", 4", 6" und mehr herzustellen.EFTDank der konzentrischen und exzentrischen Reduzierstücke nach Industriestandard konnte das Unternehmen seine Produkte in der Halbleiter-, Pharma- sowie der Lebensmittel- und Getränkeindustrie mit einem guten Ruf verkaufen.

Um Edelstahlarmaturen mit 100%iger Präzision herzustellen, sind die Konstruktion von Lehre und Form entscheidend.EFT, sie liefern ständig Lösungen, die den Standards der Kunden entsprechen.
ARTIKEL ABSCHNITTE
- Das Exzenterschneckenpumpenteil (PC) von Everfit Technology erfüllt mit 100 % Präzision die japanischen Weltklassestandards
- Die Produktion des Rohrverlegeroboterarms von Everfit Technology übertrifft die Erwartungen erstklassiger Kunden
- EFTDie innovative Bearbeitungstechnologie für Rohrverbindungen aus Edelstahl 316Ti übertrifft die Erwartungen des führenden deutschen Herstellers von Flüssigkeitsverbindungen.Everfit Technology CO., LTD.
- Kostensparendes, hochmodernes Rohr-T-Stück von Everfit Technology gewinnt Auftrag eines israelischen Kunden
- Hochwertige Vakuumkomponente von Everfit Technology wird an die Halbleiterindustrie in Japan verkauft
- Taiwanesische Absolutvakuumkomponenten gewinnen japanisches Vertrauen
- Versorgung mit pharmazeutischen Probenahmeventilen
- Deutschland, Japan und England importierten Ventilantriebskomponenten
- ISO, EN11435, DNV, TSSA CRN, BPE zertifiziertes Membranventil
- Versorgung mit Vakuumkomponenten und -armaturen
- Geschmiedete Weinventile aus Edelstahl
- Mehrwegeventile aus Edelstahl aus Taiwan
- Komplettanbieter für Schmiedeservice-Ventile -EFT
- EVERFIT TECHNOLOGY CO., LTD.(EFT)
- Kontaktieren Sie einen Lieferanten von Vakuumkomponenten und Ventilen, um Lösungen für die Verarbeitungsausrüstung zu erhalten
- Anfrage an einen taiwanesischen Lieferanten von Vakuumkomponenten senden
- EVERFIT TECHNOLOGY CO., LTD. (EFT) Privacy Policy
PRODUKTKATEGORIE


















SENDEN SIE IHRE ANFRAGE
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!

Suche nach verwandten Produkten