EFTInnowacyjna technologia obróbki rur ze stali nierdzewnej 316Ti przewyższa oczekiwania wiodącego niemieckiego producenta złączy do płynów.Everfit Technology CO., LTD.
Dostosowujemy komponenty ze stali nierdzewnej 316Ti do Twoich potrzeb, aby sprostać niemożliwym wyzwaniom
Everfit Technology CO., LTD.– ekspert w zakresie montażu rur ze stali nierdzewnej
EFTinnowacyjna technologia obróbki rur ze stali nierdzewnej 316Ti przewyższa oczekiwania wiodącego niemieckiego producenta złączy do płynów

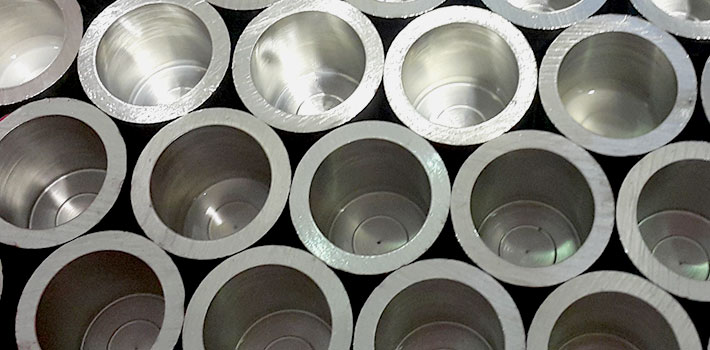
Tuleje zaciskowe 316Ti (ASTM, DIN 1.4571) do zastosowań przemysłowych o dużym obciążeniu.
Everfit Technology CO., LTD.(EFT) jest producentem złączek rurowych ze stali nierdzewnej, który od ponad dziesięciu lat dostarcza złączki do węży hydraulicznych ze stali nierdzewnej 316L i złączki zaciskowe do wiodącego niemieckiego producenta złączy do płynów ze stali nierdzewnej. Dwa lata temu klient zamówił tuleje 316Ti (ASTM, DIN 1.4571) do ciężkich zastosowań przemysłowych. Aby dotrzymać terminu, potrzebna była elastyczność i innowacja.
To było dopasowanie ciśnienia paliwa w częściach samochodowych.EFT, podczas procesu obróbki sprzęt był nieustannie testowany metodą prób i błędów, w tym automatyczne piły tarczowe, poziome wytaczarki CNC i tokarki CNC. Ponadto, 316Ti dostawców był eksperymentowany podczas praktyk obróbki, aby dowiedzieć się, który materiał ma najlepszą wydajność. Wszystkie podjęte działania miały na celu obniżenie wytrzymałości zmęczeniowej 316Ti.
Na przykład zakupiono automatyczną piłę tarczową i wytaczarkę 316Ti, zaprojektowano tokarkę CNC z dodatkowymi funkcjami, zaprojektowano frez i miernik do procesu obróbki oraz pozyskano dostawców materiałów 316Ti. Ogólnie rzecz biorąc, technika obróbki 316Ti była regularnie modyfikowana w oparciu o wynik. Ostatecznie ilość złomu stalowego została zmniejszona dzięki dokładności obróbki, wydajność wzrosła, tuleje zostały idealnie dostarczone do klienta, aEFTudowodniła, że ich wysoce zaawansowana technologia inżynieryjna jest w stanie sprostać standardom każdego klienta.
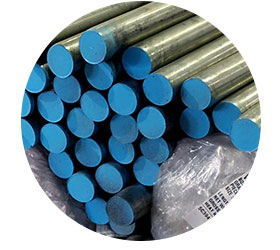
Materiał 316Ti z zagranicy
Materiał 316Ti z Włoch do produkcji tulei
EFTzakupiono materiały od dostawców z Włoch, Francji i Korei w celu poprawy wydajności obróbki tytanu.
Ze względu na szczególne właściwości tytanu, jeszcze bardziej skomplikowało to proces obróbki. 316Ti może być silnie modyfikowany nawet przez niewielkie różnice między pierwiastkami, chociaż wszystkie są nazywane stalą nierdzewną 316Ti. Bez uszczerbku dla jakości dopasowania klienta,EFTnalegał na wykorzystanie stopu tytanu, który sprawdzi się najlepiej, niezależnie od tego, czy chodzi o toczenie, rozwiercanie, frezowanie, wiercenie, rozwiercanie, gwintowanie, przeciąganie, kształtowanie, skrawanie, szlifowanie itp.


Automatyczna piła tarczowa CNC zapewniająca precyzję cięcia.
Automatyczna piła tarczowa CNC do obróbki sztywnych prętów tytanowych
W przypadku prętów tytanowych siła i prędkość maszyny tnącej decydują o dokładności cięcia. Gdy cięcie jest niedoskonałe, wpływa to na kolejne procedury – wiercenie i toczenie. Dlatego też,EFTzakupiono cztery nowe automatyczne piły tarczowe CNC, aby zwiększyć pewność cięcia prętów tytanowych.
Od tego czasu każdy cięty pręt ma tę samą długość, idealną płaskość, a co najważniejsze, pozostała wydajność obróbki stali 316Ti uległa poprawie.
Maszyna do obróbki CNC prowadzi do procesu toczenia o wysokiej wydajności
Bez wydajnej maszyny do wiercenia, nieprawidłowy rozmiar rozwiercania prowadzi do większego obciążenia pracą obróbkową.EFT, każdy łącznik ze stali nierdzewnej 316Ti jest rozwiercany za pomocą wskaźnika, aby zwiększyć wydajność wiercenia. Ponadto, dzięki wysokiej jakości rozwiercaniu pionowej maszyny CNC, każdy element jest wiercony z odpowiednim rozmiarem, prostoliniowością i koncentrycznością.
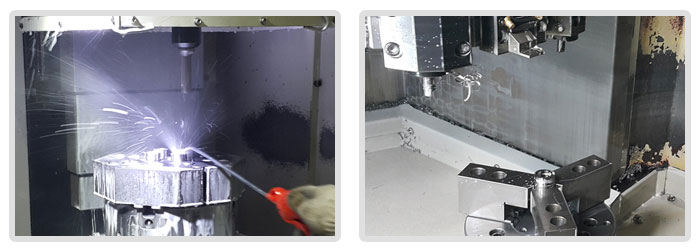
Tokarka CNC zapewnia wysoką wydajność procesu toczenia
Kształtowanie tulei 316Ti, cięcie, szlifowanie, radełkowanie i wiercenie z wysoką precyzją nie było łatwe; było wiele zużytych noży, skupiony złom stali tytanowej i przeciągana prędkość obróbki. Wszystkie te czynniki spowodowały, że 316Ti pasowało z wadami, a aby to naprawić, zespół inżynierów znalazł kilka rozwiązań. Poprzez powiększenie rozmiaru pompy i zwiększenie ilości płynu obróbkowego z 15% do 70%, zapobiegnięto wytwarzaniu ciepła przez frez. A dzięki pracy z dużą prędkością złom stalowy został szybko usunięty, co pozwoliło na toczenie z mniejszego otworu, a zatem było bardziej efektywne. Frez, po badaniach, został wykonany na zamówienie, aby poradzić sobie z twardą powierzchnią tytanu.
Złożony proces obróbki tulei 316Ti jest przezwyciężany przez utalentowanychEFTzespół inżynierów.
Everfit Technology CO., LTD.(EFT) – niestandardowe komponenty ze stali nierdzewnej 316Ti, które spełniają niemożliwe wymagania
Choć było to trudne, złącza węży hydraulicznych i złączki zaciskowe zostały dostarczone na czas, a jakość była nienaganna. A ze względu na wysoką wydajność skomplikowanej obróbki,EFTudało się rozszerzyć zakres usług związanych z produkcją części tytanowych 316 w Niemczech, a także we Francji, Izraelu i Japonii.EFTTechnologia i know-how firmy, a także szeroki wachlarz usług w różnych branżach, pozwalają na ciągły dotarcie do klientów o światowej renomie.
Everfit Technology CO., LTD.– ekspert w zakresie montażu rur ze stali nierdzewnej
Firma ma siedzibę na Tajwanie od 1976 r. i specjalizuje się w produkcji reduktorów koncentrycznych i mimośrodowych, trójników rurowych ASME BPE, złączek BPE, pomp PC, komponentów próżniowych, siłowników zaworów i zaworów. Nasze produkty spełniają normy DIN / EN / SAE / BS i inne normy, a wykonane są ze stali nierdzewnej 304, AISI 316 i 316Ti.EFTjest znana z osiągania rzeczy niemożliwych; ich zespół pełnych pasji inżynierów odgrywa w tym istotną rolę.
EFTRozwiązania w zakresie obróbki reduktorów koncentrycznych i mimośrodowych dla niemieckiego klienta z branży farmaceutycznej
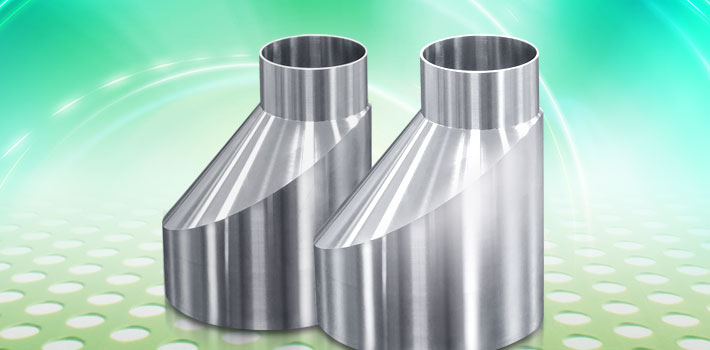
Zamiast używać tokarki do obróbki reduktorów koncentrycznych i mimośrodowych, które są wykonane ze stali nierdzewnej 316L, ważą ponad 30 kg i mają rozmiar 6 cali,EFTprzeszła na frezarkę CNC ze zintegrowanymi rozwiązaniami, aby spełnić wymagania niemieckiego klienta z branży farmaceutycznej, a także spełnić normy ASME BPE.

Mimośrodowa przekładnia ze stali nierdzewnej 316L, o masie 3,0 kg i rozmiarze 6 cali jest zbudowana zgodnie z normami ASME BPE .
W przeciwieństwie do poprzednich, reduktor koncentryczny i mimośrodowy można obrabiać za pomocą rur i przewodów ze stali nierdzewnej, stosując technologie formowania i przycinania. Na podstawie ASME BPE -2012, pręt stalowy staje się obowiązkowy do produkcji złączek rurowych. Pręt ze stali nierdzewnej wymaga różnych rozwiązań obróbkowych, ponieważ tokarka po prostu nie jest w stanie osiągnąć celów. Szczególne dla produktu klienta jest to, że grubość reduktora mimośrodowego 316L o średnicy 6 cali jest nierówna, stal jest trudna do obróbki, czas obróbki jest długi z powodu niskiej prędkości i stałej szybkości posuwu, a generowana siła odśrodkowa również sprawia, że wynik jest niepewny.
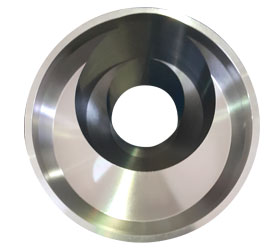
Reduktor mimośrodowy jest produkowany przez elitarną grupę specjalistów wykorzystujących innowacyjną technologię.
Na początku,EFTzaprojektował i zbudował przyrząd pomiarowy do obsługi procesu obróbki reduktora na tokarce. Jednak noże tnące się zużywały, a maszyny psuły się przez kilka dni. Pięć dni zajęło ukończenie tylko jednego, nie mówiąc już o 100 z nich!EFTpotrzebne do zwiększenia produktywności.
W rezultacie, aby ułatwić produkcję reduktorów koncentrycznych i mimośrodowych przy zachowaniu wysokiej precyzji,EFTzespół inżynierów zdecydował się na użycie w 100% automatycznej frezarki CNC, wyposażonej w specjalnie zaprojektowany frez do obsługi operacji obróbki koncentrycznej i mimośrodowej reduktora. Dzięki umieszczeniu całego mimośrodowego reduktora na platformie maszyny problem siły odśrodkowej został wyeliminowany, prędkość przetwarzania jest szybsza, a dokładność produktu wynosi 100%. Proces obróbki dużego mimośrodowego reduktora nie stanowi już problemu, a oni są w stanie produkować rozmiary 1/2", 2/3", 1", 1,5", 3", 4", 6" i więcej.EFTPrzemysłowe reduktory koncentryczne i mimośrodowe pozwoliły firmie sprzedawać swoje produkty w przemyśle półprzewodnikowym, farmaceutycznym, spożywczym i napojowym, ciesząc się ugruntowaną reputacją.

Aby wykonać złączki ze stali nierdzewnej z 100% precyzją, kluczowe znaczenie ma grubość i konstrukcja formy.EFT, nieustannie dostarczają rozwiązania spełniające standardy klientów.
ARTYKUŁ SEKCJE
- Część pompy z postępującą komorą (PC) firmy Everfit Technology spełnia japońskie standardy światowej klasy z 100% precyzją
- Produkcja ramion robota do montażu rur firmy Everfit Technology przewyższa oczekiwania klientów światowej klasy
- EFTInnowacyjna technologia obróbki rur ze stali nierdzewnej 316Ti przewyższa oczekiwania wiodącego niemieckiego producenta złączy do płynów.Everfit Technology CO., LTD.
- Ekonomiczny, najnowocześniejszy trójnik rurowy firmy Everfit Technology zdobywa zamówienie u izraelskiego klienta
- Komponent próżniowy najwyższej klasy firmy Everfit Technology sprzedawany branży półprzewodników w Japonii
- Konstrukcja podzespołów próżni absolutnej na Tajwanie zdobywa zaufanie Japończyków
- Dostawa zaworów do pobierania próbek farmaceutycznych
- Niemcy, Japonia i Anglia importowały elementy siłowników zaworów
- Zawór membranowy z certyfikatem ISO, EN11435, DNV, TSSA CRN, BPE
- Dostawa podzespołów i elementów próżniowych
- Zawory do wina ze stali nierdzewnej kute
- Wieloportowe zawory ze stali nierdzewnej z Tajwanu
- Kompleksowy dostawca usług kucia zaworów -EFT
- EVERFIT TECHNOLOGY CO., LTD.(EFT)
- Skontaktuj się z dostawcą podzespołów i zaworów próżniowych w celu uzyskania rozwiązań w zakresie urządzeń przetwórczych
- Wyślij zapytanie do tajwańskiego dostawcy podzespołów próżniowych
- EVERFIT TECHNOLOGY CO., LTD. (EFT) Privacy Policy
KATEGORIA PRODUKTU


















WYŚLIJ WIADOMOŚĆ
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!

Szukaj produktów pokrewnych